切割
下面根据激光加工案例对“切割”进行说明。
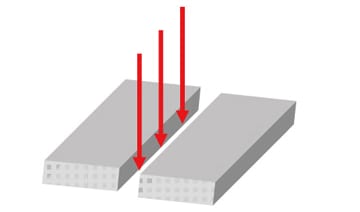
利用激光刻印机的切割加工基本原理
使材料表面熔解、蒸发后切割目标物的加工。
激光以外的切割方法一般为使用模具或刀具的加工,由于这类方法均为接触式,存在加工歪斜等风险。激光切割则采用非接触式,具有不易发生歪斜的特点,适用于薄板或薄膜等的加工。

-
铜 
-
聚酰亚胺 
-
铝 
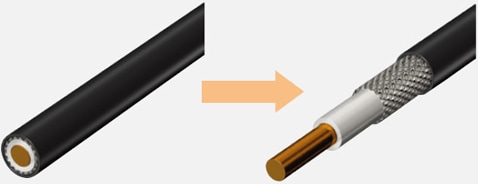
切割加工案例~电线保护膜切割~
用途说明
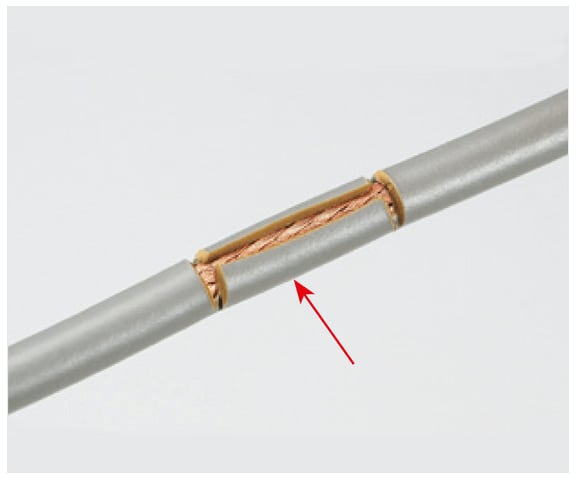
以往使用刀具的接触式是主流,但问题在于调整难度高,并会损伤芯线。另外,为保持刀具的锋利度,必须定期更换刀具,导致运行成本上升。
CO2激光则不被金属吸收(反射),不必担心不慎切割芯线。可单独切割皮膜,能够减少不良品并提高品质。
进行同轴电缆加工时,利用不被金属吸收的CO2激光切割包覆层部分,还可利用擅长金属精细加工的YVO4激光切割内部导体及外部导体。能够利用各种激光的特性,同时进行加工。
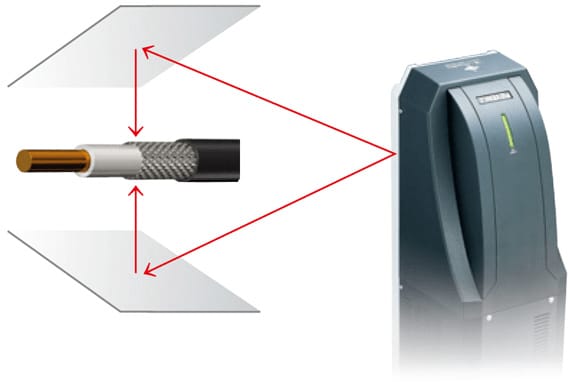
另外,通过已实施镜面加工的SUS材质等反射激光,即可同时对电线的反面与正面进行切割加工。可在1个工序内完成正面与反面加工,能够大幅削减单件作业时间,提高生产效率。
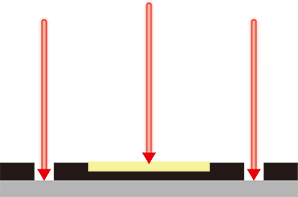
利用激光刻印机的半切割基本原理
通过灵活变化激光输出及扫描速度,能够对加工目标物厚度方向切割、切入至中途或加入凹槽。在下图的标签加工案例中,以低功率输出进行刻印,然后提高功率后在周围施加半切割。

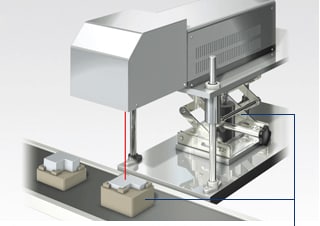
半切割案例~薄膜启封针眼加工~
用途说明
下面介绍在袋子上实施启封针眼加工以便于用户用手启封的案例。以往使用刀具进行半切割时,由于调整难度高,且需要为每种产品进行切换,导致花费更多时间。还需要定期更换刀具,造成运行成本提升,同时存在损坏的刀具混入产品内部的风险。

激光加工的优点
由于不使用损耗品,还可降低成本并提高生产效率
采用非接触的激光加工后,省去以往所需的磨损部件更换及维护工序,能够大幅削减运行成本。同时,加工品质不受磨损部件老化的影响,可实现稳定运行,并提高生产效率。
还适用于不同尺寸的产品及立体形状
三轴控制激光刻印机则能够以42 mm宽度设定焦距。无需使用刻印头上下机构及不同品种的工件安装夹具来对焦。可大幅削减安装成本并缩短切换时间。
- 三轴控制激光刻印机
-

能够以42 mm宽度改变焦点进行刻印