【根据不同材质选择】树脂
从树脂上的刻印、加工原理方面,解说激光的各波长的特点。为您介绍在ABS、环氧树脂、PET等不同材质上的刻印示例以及激光刻印机的选型要点。
主要刻印、加工种类
1: 印刷面剥离

该方法可通过剥离工件表面的涂层或印刷
来与基材颜色形成对比度。
- (例)车载用仪表板开关
- 变更设计时,部分印刷方式或印章则必须变更模板,但若采用激光刻印机,仅需变更程序即可进行灵活操作。
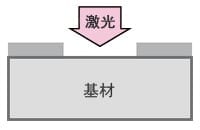
2: 表面层剥离


该方法可通过激光对工件表面层进行切削、雕刻。
- (例)半切割
- 使用激光刻印机进行切口的加工。使用刀具进行加工,可能存在调整困难,且不同品种切换费时等问题。此外,更换刀具会产生成本,在发生故障时还会存在刀具残留在产品内部的风险。
3: 发色

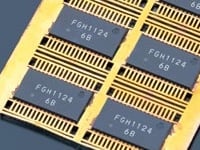
该方法可通过在树脂上照射激光使工件本身发色。
- (例)对 LSI 的大范围刻印
- 通过使激光照射在树脂上不雕刻树脂即可发色,可进行将工件的损伤降到理想范围的刻印。
4: 焊接
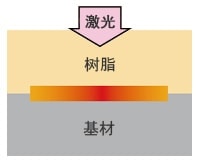
该方法是通过激光的照射热来熔化树脂,使树脂之间进行接合。
- (例)透明树脂与着色树脂间的焊接
- 超声波、振动焊接会因振动对产品造成不良影响或因熔化产生毛刺,而激光熔化采用非接触方式,不会损伤产品也不会产生毛刺。

树脂发色的原理
1: 发泡
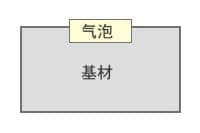
一旦照射激光,热效应就会在基材内产生气泡。气化并蒸发的气泡被封闭在基材的表面层中,呈发白凸起的状态。尤其在深色的基材中,其清晰度较佳,会变为“较浅的基材颜色”。
- (例)基材颜色:
-
- 黑色 由→
- 发色为 灰色
- 红色 由→
- 发色为 粉色
2: 凝缩
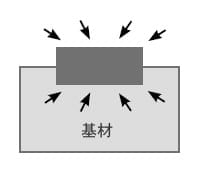
只要“基材”吸收激光的能量,分子密度就会因该热效应而上升,凝缩后变为深色。
3: 碳化
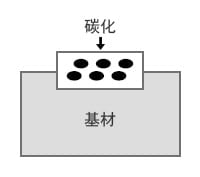
若持续照射更高的能量,“基材”周围材料的高分子会发生碳化而发黑。
4: 化学变化
在基材的“颜料”成分中,必须含有金属离子。通过照射激光,该离子结晶的结构变化及结晶中的水合量就会改变。
最后,它的成分组成本身会发生化学变化,也会因颜料浓度的增加而产生发色现象。
关于树脂的吸收率
对材质的吸收率因波长而异
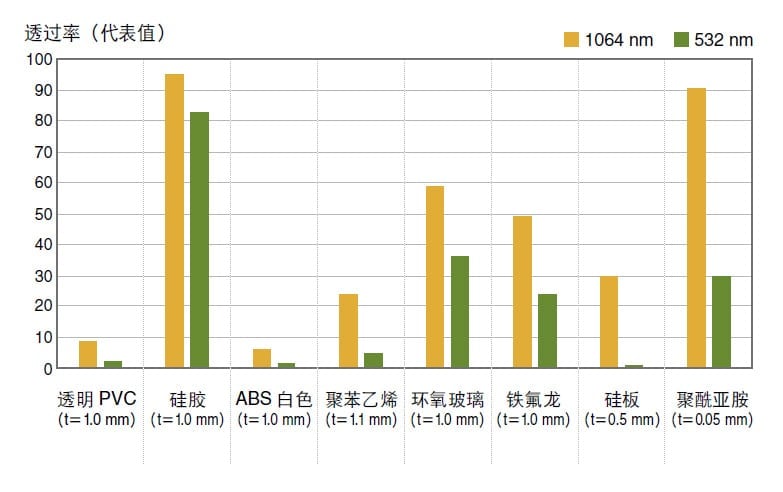
下图为表示基本波长激光(1064nm)与绿色激光(532nm)的对不同树脂材质透过率的图表。由于基本波长、绿色激光对PVC、ABS、聚苯乙烯的透过率均低、吸收率均高,因此可进行良好的刻印。
另一方面,对聚酰亚胺使用绿色激光(532 nm)的透过率约为30%,使用基波激光(1064 nm)时则有 90%以上的透过率,吸收率会因波长不同产生较大变化。
ABS树脂
黑色刻印

经过激光照射,树脂表面呈现黑色发色。对于设计面等,可以实现如同印刷般的刻印效果,同时又不会消退。
- 选择的要点
- 发色的程度及浓度等,会因树脂的性质而变。基本波长中,高峰值功率的混合式激光刻印机是很合适的选择。CO2激光刻印机会在不发色的情况下,直接进行雕刻。
- 推荐机型
- 三轴混合式激光刻印机 MD-X

白色刻印
经过激光照射,树脂表面呈现白色发色,可实现较高的可视性。对于设计面等,可以实现如同印刷般的刻印效果,同时又不会消退。
- 选择的要点
- 发色的程度及浓度等,会因树脂的性质而变。基本波长中,高峰值功率的混合式激光刻印机是很合适的选择。CO2激光刻印机会在不发色的情况下,直接进行雕刻。
- 推荐机型
- 三轴混合式激光刻印机 MD-X
环氧树脂
白色刻印

因其能实现白色的清晰刻印,是代替盖印章、贴标签、印刷的更加方式。其特征是高可视性,如同印刷般的刻印效果,并且和油墨不同,不会消退。
- 选择的要点
- 因其采用了偏移的焦点位置进行散焦刻印,能够在抑制雕刻深度的同时,实现高可视性、高成色的刻印。
- 推荐机型
- 三轴混合式激光刻印机 MD-X
PET树脂

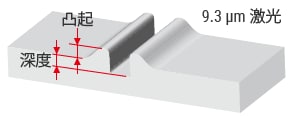
对于透明/半透明的PET树脂,刻印白色凸起的字体。除了塑料瓶以外,还能对薄膜材质实施不穿孔的刻印。
- 选择的要点
-
采用较强能量进行刻印时,受热量影响,可能会产生小孔。使用波长9.3μm的短波长激光,可以实现损伤更小的清晰刻印。
- 标准波长
-
标准波长
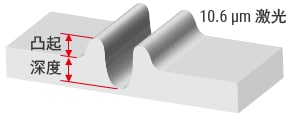
损伤较大、较粗糙的深度刻印
- 短波长
-
ML-Z
损伤更小、更清晰的浅度刻印
- 推荐机型
- 三轴CO2激光刻印机 ML-Z