快速准确地测量留余的方法
为使机械和装置实现设计性能,要求机械部件除了严格的尺寸和精度以外,还具有高强度等品质。同时,这些条件对机械和装置的成本有很大影响。一般来说,机械和装置是由机械部件一个个堆积而成。但是,很多时候为了优先考虑机械和装置的性能,而忽视了研究在机械部件的设计阶段如何降低成本。
留余这一设计工艺,不仅放宽了这类机械部件的公差设定,还使加工变得更容易,在维持品质的同时,降低了成本。下面将从留余的定义到加工后的留余测量方法进行解说。而且关于测量方法,将为您详细介绍常见的课题及其解决方法。
何谓留余
- A
- 留余
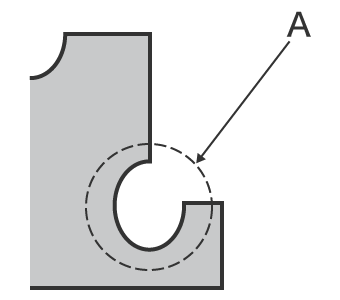
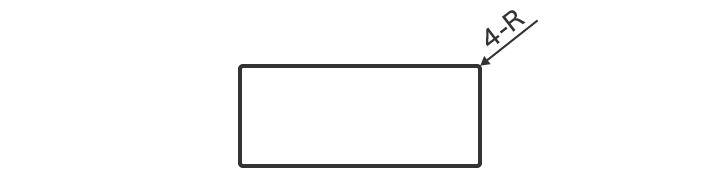
所谓留余,是指在切削加工时,刀具无法切削尖角时,在角的部分设置的加工。通过设置留余,可降低加工成本,缩短加工时间。
相对于留余,存在名为“避位”的加工,留余是针对尖角等部分的加工,而避位所指的加工范围更广。也就是说,留余属于避位,有时也将留余称为避位。
留余的示例
留余和避位均是用于各种场合的有效设计技术,如不需要考虑配合公差的位置、希望减少内齿加工后发生的毛刺、希望削减尖角处理加工工时等。
不需要考虑配合公差的位置的留余
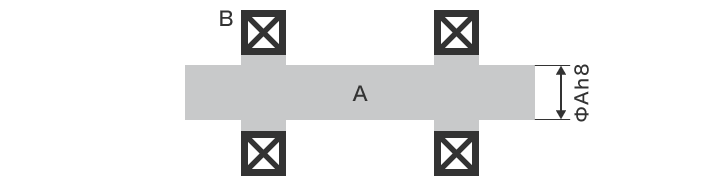
指定不必要的严格公差,会增加机械部件的加工成本。例如,下图是将轴承插入轴的图纸,Before的图纸对整根轴都制定了严格的公差。采用这种设计时,轴加工和轴承插入都很困难,导致成本上升。
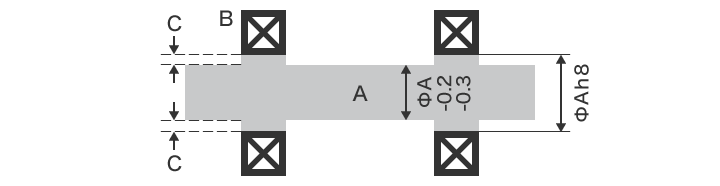
此时,如After的图纸所示,仅对轴与轴承的嵌合部分指定严格公差,对其它部分指定留余,设置较为灵活的公差。这样一来,加工和组装变得简单,可在总体上降低成本。
- A
- 轴
- B
- 轴承
- A
- 轴
- B
- 轴承
- C
- 留余
缩短挖槽加工时间的留余
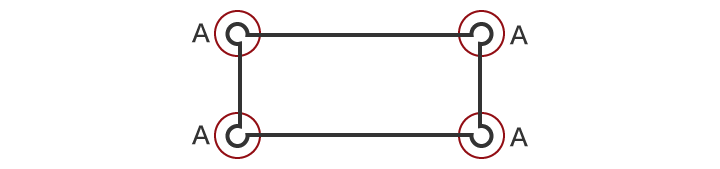
在考虑工具形状的设计中,有时会指定留余。例如,对下图中的槽进行铣削加工时,若按照Before的指示,必定会在角落处留下刀具弧度形状。此时,必须用更小直径的工具实施加工,减小角的弧度。但是,用小直径工具进行加工十分耗时,增加了成本。此外,如需在嵌合部等处进行直角形状的挖槽加工,必须在铣削加工后实施追加加工,进一步增加了成本。
此时,如After的图中所示,在角部分设置留余,即可缩短加工时间。在角部分设置留余后,可忽略因工具直径留下的角部弧度,便于使用直径适合加工的工具。由此可缩短加工时间,即使是直角形状的产品的嵌合部,也不需要追加加工,大幅降低了成本。
- A
- 留余
留余测量的实际情况
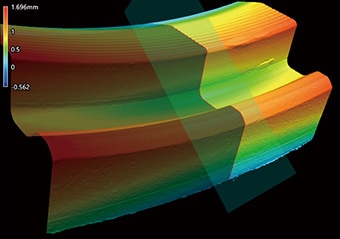
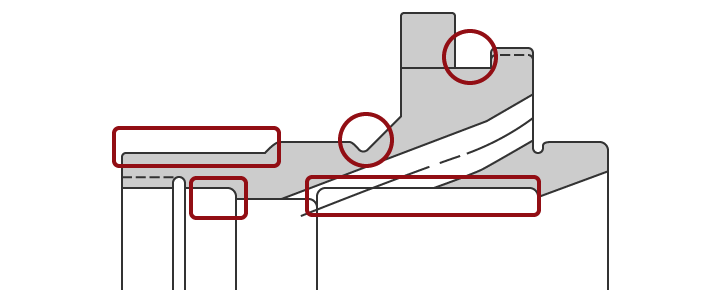
通过设置留余,可降低成本。但是,留余大小和形状必须在设计图纸上指示的公差范围内。特别是精密加工部件的留余,经常指示不低于0.5 mm级的严格公差。此外,该位置位于结构复杂的深处,虽说是留余,但形状十分复杂。准确测量留余,可确认是否符合设计标准,如此才能降低成本。
下图是设置了留余或避位的图纸示例。如下图所示,实际中会有很多指示,对于加工后的产品,必须测量这些部位均在公差范围内。
留余的测量课题
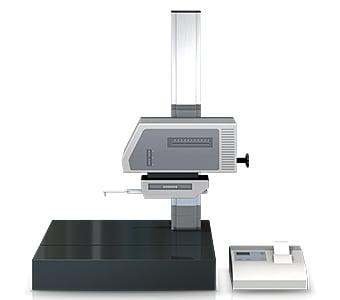
在此之前,人们用形状轮廓测量仪测量留余。
形状轮廓测量仪是使用被称为探针的触针,沿目标物表面移动,对其轮廓形状进行测量、记录的装置。
近年来还出现了用激光代替触针,通过非接触式的轮廓描绘,实现复杂形状测量的机型。部分机型还能进行上下两面的测量。
使用形状轮廓测量仪测量留余的课题
使用形状轮廓测量仪测量留余存在以下课题。
- 将目标物固定于夹具、对样品实施水平调整等作业十分耗时。而且,为了准确地实施水平调整,必须具备形状轮廓测量仪的相关知识和技能。
- 如果是深处部分的留余,探针的触针难以到达测量位置,因此针会有微小的位置偏移,使测量值产生偏差,难以准确测量。
- 很难描绘通过圆柱最大点的轮廓线。
- 触针以触针臂上的支点为中心上下进行圆弧运动,而触针前端位置也会沿着X方向移动,因此X轴数据会发生误差。
留余测量的课题解决方法
使用的接触式测量仪以点和线为单位接触立体目标物和测量位置,同时进行测量,因此存在测量值可靠性低等课题。为解决这些测量课题,K8凯发开发了3D轮廓测量仪“VR系列”。
以非接触的方式,以面为单位来准确捕捉目标物的3D形状。此外,最快1秒完成载物台上目标物的3D扫描,高精度地测量三维形状。因此,测量结果不会产生偏差,可瞬间实施定量测量。下面具体介绍这些优点。
优点1:形状复杂的微小留余也可测量
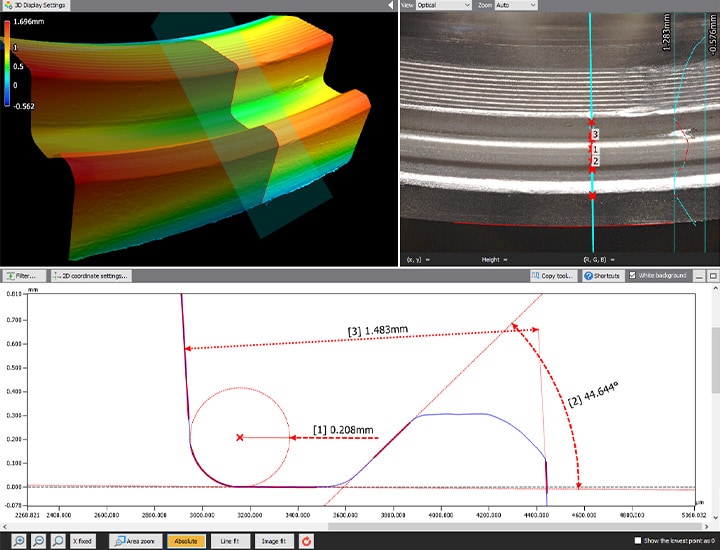
以“面”为单位测量大范围形状,并收集数据。可掌握整体形状、测量目标部分,因此针不易通过的深处位置的微小留余也可准确测量。此外,可保存各个测量数据,比较已保存的各数据,或与3D设计数据进行比较。
不同于接触式测量仪,对于针不易通过位置的留余,“VR系列"也可准确测量,无需耗费大量时间和精力。

优点2:测量结果不会产生偏差
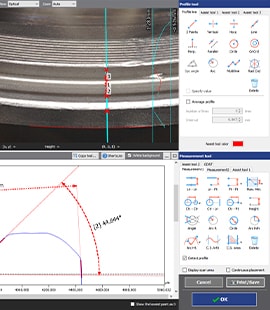
对于扫描后的3D形状数据,可在电脑画面上使用丰富的辅助工具,简单提取出圆柱的轴,因此可确定唯一一条轮廓线。在各位置准确描画垂直的轮廓线,因此测量结果不会产生偏差。
不同于接触式测量仪,“VR系列"可准确测量各种形状的留余,无需耗费大量时间和精力。此外,只要扫描过一次工件,即可测量与过去测量时不同位置的轮廓(截面形状)。无需特意再次准备相同个体重新测量。此外,还可以利用数据,对批次、加工条件、材料等不同的相同形状工件轻松进行差分检查。
总结:对难以测量的留余测量进行飞跃性改善和高效化
采用“VR系列”,可通过高速3D扫描,以非接触的方式迅速、准确地测量目标物的3D形状。深处位置微小留余的深度、宽度等难点,只需最快1秒即可完成测量。解决了接触式测量仪存在的各类课题。
- 由于采用以面为单位测量的方式,形状复杂的留余也能轻松测量。还可测量最高点、最低点。
- 消除了人为导致的测量值偏差,实现定量测量。
- 无需定位等操作,实现只需在载物台上放置目标物后按下按钮的简单操作。避免了配置专人执行测量作业和消除了测量值偏差。
- 简单、快速、高精度地测量3D形状,因此可在短时间内测量多个目标物,有助于提升质量。
另外,还能进行简单分析,例如与3D形状数据和CAD数据的比较、公差范围内的分布等,因此可有效应用于产品开发和制造的趋势分析、抽取检测等各种用途。
