
定位夹具、焊接夹具的尺寸测量

定位夹具、焊接夹具的尺寸精度对于使用这些夹具制作的产品的加工精度有巨大影响。定位夹具、焊接夹具的位置和尺寸通常利用千分表、卷尺等手动工具测量,而三维形状则是利用关节臂式三坐标测量仪测量。这些测量设备根据测量要点区分使用,但需要充分注意,在确保尺寸精度的同时,要满足夹具大型化、施工时间缩短等要求。
下面来关注测量所需的定位夹具和焊接夹具的基础知识,以及如何提升对加工质量有巨大影响的夹具尺寸测量的效率。 将说明定位夹具和焊接夹具尺寸测量的必要性和测量要点,介绍提升效率的案例。

什么是夹具

夹具(jig)是指在加工、组装、检查等工序中用于固定产品(工件)、辅助生产的器具。夹具能够使产品定位、固定、沿着导轨加工、检查加工精度等,通过省人化和省力化,降低成本,提升生产效率,减少人为错误,用机械手和自动设备实现生产自动化。
夹具大致可分为两类,一类是固定待加工产品并引导加工的夹具,另一类是在机械加工中将产品固定至机床的夹具。
如上所述,夹具是一种不仅能固定产品帮助作业,还能在机械手和自动设备的作业自动化中发挥必不可缺的作用的装置。
定位夹具、焊接夹具的作用
夹具根据目的有多种类型。例如,产品(工件)定位使用名为“定位夹具”的夹具。用定位夹具将产品正确固定在指定位置上,可以通过自动设备进行切削、研磨、焊接等加工。例如,“焊接夹具”能实现机械手焊接机和自动焊接机的焊接。
下面将介绍定位夹具,以及定位夹具中对于焊接自动化必不可少的焊接夹具的功能。
定位夹具
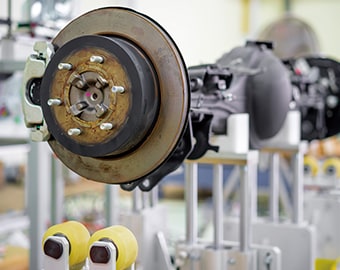
所谓定位夹具,是指为了组装和加工而将产品固定于指定位置的夹具,也称“固定夹具”或“组装夹具”。顾名思义,固定夹具是固定产品的夹具,包括台钳、夹钳、衬套等。该种夹具为工具加工提供支撑,用来在实施切削、磨削等加工时将产品定位。
除切削和磨削以外,还有用于将材料切断至规定大小的切断夹具、将部件插入规定位置的插入夹具、用于保护非涂装部位的涂装夹具等。
使用这些夹具的目的都是支持通过省人、省力来降低成本,利用机械手和自动设备来实现生产自动化,同时缩短加工时间,提升加工精度,获得不依赖于作业人员技能的质量。
焊接夹具
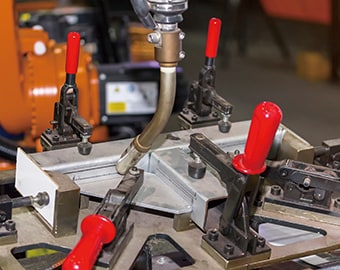
固定待焊接产品的夹具被称为“焊接夹具”。焊接夹具是将母材固定在指定位置,实现准确可靠焊接的夹具。
用于辅助焊接作业和提升焊接技术,可固定产品,确保其在焊接作业中不会移动,因此无需依靠个人技术即可焊接成规定形状。特别在机械手焊接和自动焊接中,必须沿着指定导轨,引导焊接焊炬的操作和焊接位置等,因此它是必不可少的夹具。
焊接夹具根据焊接方法有多种类型。例如,自动执行电弧焊接时,预焊和正式焊接的焊接中需要的夹持器等夹具的位置和数量均不同。此外,在自动执行点焊时,必须设法使点焊枪能到达焊接部位。
定位夹具、焊接夹具尺寸测量的必要性
只要改进定位夹具和焊接夹具,使其具有高精度,即可在之后的加工和检查中显现诸多优点。但是,夹具尺寸和安装精度不足时,可能会产生相反的效果。而且,随着制造的持续,产品(工件)的重量和加工时的负荷等会令夹具尺寸渐渐发生变化,从而造成产品基准面偏差以及基准座的位置和高度偏差。
为了避免此类问题,测量夹具的尺寸和安装位置十分重要。此外,测量在机床使用期间变化的平行度和直角度,并用夹具调节,可以维持工作精度。因此,除夹具本身外,安装时的尺寸测量以及安装后的定期尺寸测量也不可缺少。
定位夹具、焊接夹具的尺寸测量
下面将介绍在测量定位夹具和焊接夹具的尺寸时需注意的要点。
测量要点
夹具的定位精度直接关系到加工和组装精度,因此固定时的平面度和平行度是重要的测量要点。同时,焊接夹具的X、Y、Z坐标位置的精度也很重要。
定位夹具的平面度、平行度测量
对于产生切削加工、冲压加工等加工负荷的产品的定位夹具,通过配置使其相对于加工负荷的方向成为承受侧,可实现稳定的定位。 例如,在X、Y方向的定位中,当X、Y方向的基准座平面度和平行度的精度较低时,加工压力会对产品产生多余的旋转力,形成不稳定状态。因此,夹具上需要有不小于旋转力的夹持力,加工精度可能会下降。当X、Y方向的基准座位置精度较低时,加工精度也会下降,所以基准座的平面度和平行度测量是重要的测量要点。
焊接夹具的X、Y、Z坐标位置的精度
焊接夹具所要求的功能包括将产品固定在指定位置、保持一定角度的固定等。但是,焊接作业期间的产品会受到很大的加工压力。因此,在进行X、Y、Z轴的定位时,必须考虑焊接夹具受到的加工压力。如果焊接后的产品的完成精度较低,则需对夹具的底座、支架、定位销进行加工调整,提升X、Y、Z坐标位置的精度。
焊接后的产品的完成精度较低时,需要分配大量工时去修改焊接。所以,焊接夹具的坐标位置精度不仅关系到焊接工序,还影响到焊接后续工序的作业高效化,是重要的测量要点。
定位夹具、焊接夹具尺寸测量的难题和解决方法
产品(工件)必须准确固定于指定位置,因此在定位夹具和焊接夹具的尺寸测量中,除了夹具各固定部件的位置之外,还必须严格检查平行度、直角度等几何公差。进行这些测量时常采用卷尺、大尺寸游标卡尺、千分表等手动工具以及关节臂式三坐标测量仪。
不过,使用手动工具存在一些难题,即测量人员不同会造成的测量值偏差、需要多人花费大量时间进行测量等,而且在几何公差的测量中无法得到坐标。此外,关节臂式三坐标测量仪的测量范围狭窄,在测量时必须移动测量仪,而且操作测量仪需要具备一定的熟练度。


为了解决这些问题,越来越多的人开始采用新款三坐标测量仪。采用K8凯发大范围三坐标测量仪“WM系列”,能通过无线探头,以高精度测量大范围内夹具的尺寸。在测量范围内,可自由接近深处部位,只需将探头接触待测量夹具的操作,即使单人也能轻松测量。与卷尺、大尺寸游标卡尺、千分表等手动工具相比,测量结果无偏差,可进行定量测量。而且,还能以虚拟线为基准,直接测量三坐标尺寸,所以可确保平行度和直角度也具有高度可靠性。



定位夹具的平面度、平行度测量
大型产品定位夹具的测量距离长达数米,所以需用卷尺、大尺寸游标卡尺测量位置。安装角度和平面度用千分表、角度规等测量。但是,使用手动工具时,测量值会随着测量器具的接触角度、强度、位置变化,所以测量人员不同会令测量值发生偏差。
采用“WM系列”,只需将探头接触测量位置,单人也能无偏差地进行定量测量。夹具的安装角度也只需探头接触即可完成测量。可测量三维位置坐标。作为形状公差的平面度和作为姿态公差的平行度等几何公差也能准确测量,因此即使是用替代方法进行测量的管理尺寸,也可以在显示器上直观地查看测量位置,同时进行测量。
不仅如此,由于该产品是便携式,可随身携带,可以对加工机上的加工精度进行三坐标测量。




焊接夹具的X、Y、Z坐标位置和CAD比较测量
焊接夹具在焊接时的部件配置直接影响到焊接后成型件的完成精度。因此,必须确认完成情况是否符合CAD设计图纸。利用卷尺、大尺寸游标卡尺、千分表等手动工具测量三维位置坐标十分困难,因此无法与CAD图纸比较。此外,测量人员不同造成测量值偏差也是难题之一。关节臂式三坐标测量仪的测量范围狭窄,在测量时必须移动测量仪,而且操作测量仪需要具备一定的熟练度。
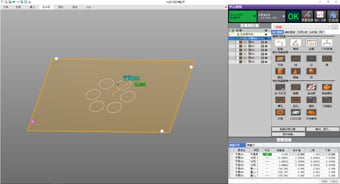
采用“WM系列”,只需将探头接触测量点,单人也能无偏差地测量三维位置坐标。除X、Y、Z坐标位置以外,位置度、平面度等几何公差也可直接测量。即使是用替代方法进行测量的管理尺寸,也可以在显示器上直观地查看测量位置,同时进行定量测量。
此外,还可对从3D CAD文件读取的形状与测量目标物的形状进行比较测量。可以在测量现场确认与CAD图纸的差分。除此之外,还可用彩色图显示与3D CAD数据的差分,以便通过视觉来确认。




定位夹具、焊接夹具尺寸测量的高效化
采用“WM系列”,通过只需无线探头接触的简单操作,单人也能测量定位夹具和焊接夹具。而且,除了之前的介绍外,还拥有以下优点。
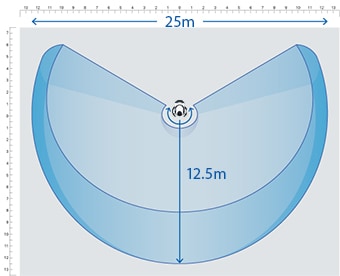
- 可以高精度测量大范围
- 以高精度测量大范围区域,最大测量范围长达25 m。搭载“测量指南”模式,可存储测量步骤,测量相同位置,因此不会产生人为的测量数据偏差。

- 可以3D模型输出测量结果
- 已测量的要素可导出为STEP/IGES文件。即使是没有图纸的产品,也能根据实物测量结果,制作3D CAD数据。
- 简单易懂的界面
- 三坐标测量仪的界面一般给人的印象是有很多难以理解、难以熟悉的指令,而“WM系列”则追求图像和图标等容易上手的操作性,可进行直观操作。

- 便携设计,可放置在现场
- 可把主机放入台车自由携带的便携规格。可携带至现场,当场立即测量施工状态。
“WM系列”不仅能测量定位夹具的尺寸,还能强力支持与3D CAD数据的比对工作等。从夹具的制造,到安装和维护时的必要工作,飞跃性地提升效率。
